|
The big-obliquity flexible side wall belt conveyor is a new belt conveyor in our country. In recent years, it is widely used in coal, chemical engineering, electric power, building materials, metallurgy, light industry, ports, shipping and etc. It has many advantages such as large delivery value, avoiding of scattering, long conveying distance, small floor space, simple processing set-up, small infrastructure scale, saving the building cost of projects and etc. The big-obliquity flexible side wall belt conveyor increases the height of the flexible rubber on the both sides of paralleled rubber conveyor belt making the material in a box-shaped containers for delivery.
The largest feature of big-obliquity flexible side wall belt conveyor is using sidewall angle belt to replace the common belt with apron feeder. The principle and structural composition of it are same with the common belt conveyor. In this way, many spare parts could be in common use with the common belt conveyor components such as drive pulley, bend pulley, idler, tension device, middle stand, middle ground jack, tail bracket, discharging funnel, non-loaded cleanser, protector and etc. The advantages of big-obliquity flexible side wall belt conveyor are as follows: 1.Many conveyors have large inclination, whose largest inclination could reach 90 degrees. It is the ideal equipment for large dip angle conveying and steep lifting, which could save occupation area, equipment investment, civil engineering cost to increase the composite economic results. 2.The big-obliquity flexible side wall belt conveyor has simple structure, which could bring convenience to the usage and maintenance. 3.The operating of big-obliquity flexible side wall belt conveyor is reliable, which is almost same with the common belt conveyor. 4.The noise and energy consumption is low.
0 Comments
The new apron feeder handling household garbage is a kind of light conveying equipment, which is mainly used in refuse processing plant. This apron feeder is placed to receive the garbage. The carrying capacity of this apron feeder is ten times larger than that of common belt conveyor. The service life of this apron feeder is five to eight times longer than that of belt conveyor. The garbage content is complicated, which will destroy the belt of common belt conveyor, resulting in the halt production. Our company adopts mould pressing carrier plate, which would reduce the situation of clamping materials. The driving part adopts carrier chain plate with high strength, which would greatly increase strength of extension and prolong the service life. The structure of new apron feeder: 1. transmission: motor, reducer, coupling, rack 2. main wheel device: engine base, gear, driving shaft, chain wheel, transmission shaft, front stand 3. chain 4. chain board 5. tail pulley device: chain wheel, rear rack, tension device 6. support and sideboard(rail could be adopted to be support) 7. frame All the above parts have been assembled. The installation could be according to the general assembly drawing and base location. In general, the apron feeder would coordinate with pipe conveyor, stone crusher, screw conveyor, stacker reclaimer to complete the materials handling process.  Because of serious air pollution and water pollution, all the people propose that the energy conservation, emission reduction, and environmental protection should be placed in the first place. The environmental protection has become the national strategy. In the aspect of choosing mining equipment including stacker reclaimer, belt conveyor, apron feeder, pipe conveyor, screw conveyor, the situation is same.
The mining, crushing, screening, sand-making processes are completed in outdoors, which would result in noise, dust, polluted water and other wastes. If not choosing the equipment and designing the processes from the view of environmental protection, we will cause the pollution to the environment. The enterprise should increase the investment in the environmental protection, improving the production line which could not meet the related standards. Building the environment friendly sand making line could help to minimize the environmental pollution and destroy during the production period. Our company brings out the sand making system in short process from the direction of environmental protection, adopting structural pattern and closed-loop control system which consists of apron feeder, control board, filter, dirt catcher. This system does not need middle stone crusher or impact crusher. In this way, there are many advantages such as simple technological process, small floor area, short construction period, small civil engineering investment. The aggregate cost could be greatly decreased, which increases the quality of concrete. One reclaiming operating line with two bucket wheel stacker reclaimers is mainly used in the coal blending working in wharf, which belongs to belt conveyor mixture coal blending method. The fetching and coal blending means that the coals are stored and fetched by two reclaimers. BQ1 and BQ2 will be allocated with one reclaimer. Finally, the materials are transported to the ship loader. If the coal blending demand and reclaiming proportion is different, the reclaiming with low reclaiming proportion will have underloading situation, which results in the energy waste. "One belt, two machines" layout could obviously avoid the light running of belt conveyor. After comparing the advantages and disadvantages of different layout, most wharfs will adopt "one belt, two machines" layout. One reclaiming operating line with two bucket wheel stacker reclaimers has been widely used in the wharfs of coal blending such as port of Qinhuangdao, port of Tianjin, port of Huanghua, port of Zhoushan and etc. Four mobile telescopic ship loaders(rated capacity: 8 000 t/h), five reclaiming lines(belt width of 2 200 m) and six stacking lines(belt width of 2 000 m) are set in wharf. The material handling equipment include cantilever type reclaimer, stacker. In order to meet the working requirements, all the layouts adopt "one belt, two machines". In this way, the demands could be met. If there is something wrong with some reclaimer, the other one could keep the running of reclaiming line. This layout could increase the shipping efficiency and save the energy. The reasonable layout could make the material handling equipment reach the best condition including screw conveyor, apron feeder, pipe conveyor, stone crusher. When we arrange them better, we will get the much profit from the best layout. 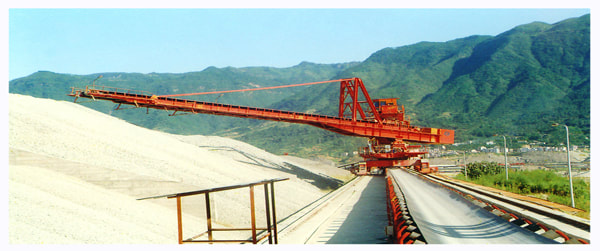 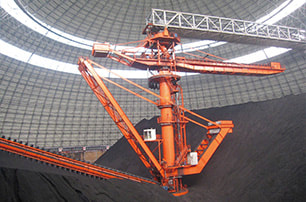 The circular stacker reclaimer is one kind of equipment which could do homogenization treatment, storage, and transportation of materials. The circular stacker reclaimer is made up of column structure, main beam structure, travelling device, rake, trolley, cantilever belt conveyor, platform railings, transmission and etc. The circular stacker reclaimer is one of the important equipment in cement plant, which could complete the stacking and blending reclaiming work of limestone. Besides, other material handling equipment will be adopted by most EPC companies. to coordinate it such as apron feeder, screw conveyor, pipe conveyor, stone crusher and etc. The circular stacker reclaimer plays an important role for the advance homogenization, stabilization and quality of clinker for the limestone. The circular stacker reclaimer integrates the stacking and reclaiming function. The circular stacker reclaimer has three components including stacker, reclaimer, and center pillar. There are two specified layers of stacking swing mechanism and reclaiming swing mechanism. In this way, the stacker and reclaimer could independently operate without interference.
As the environmental protection requirements become strict, some power plants began to use circular closed coal field and circular stacker reclaimer to store the coals in recent years. Here we come to understand the working principle of the circular stacker reclaimer. The material from the top of the shed will be through the belt conveyor to the top of the stacker reclaimer. The material will be through the chute into cantilever belt conveyor at the top of stacker reclaimer. The material is transported from the center of the stacker to the other end of the cantilever belt conveyor and falls on the ground to form the material pile. The above is the stacking process. Through the drive of column structure, the stacker reclaimer takes the column structure as the center, driving rake to make loose material through the rake teeth rake to the ground. A series of movement of the scraper mechanism make the materials to the center of the stacker reclaimer, fall into the transfer chute. And then the materials will be transported by the belt conveyor under the stacker reclaimer. The above is the reclaiming process.  With the economic globalization, the bulk cargo terminal plays an important role. Our company optimizes the design of bulk cargo terminal to increase the operating efficiency and reduce the cost.
The bulk cargo terminal is one important part of handling system and also the place where the materials are stored. The optimizing of the belt conveyor system could increase the flexibility of stacker reclaimer, increasing the use ratio of stock yard. In this way, the operation efficiency could be better, realizing the energy conservation and efficiency of storage yard. According to the characteristics of bulk cargo, the loading and unloading line is divided into 3 types including stacking line, reclaiming line, and combined line. According to different processing layout, the belt conveyor system will be collocated with different handling machinery such as stacker, reclaimer, apron feeder and etc. In generally, one belt conveyor system is arranged with one handling machinery, which is called as " One Belt, One Machine ". In this layout, if the working location of stacker reclaimer is near to the tail of belt conveyor, much energy will be wasted. "One belt, Two machines" means that two handling machines will be used to coordinate one belt conveyor system. When the stacker reclaimer operates, the reclaimer could also operate. The energy waste could be avoided, increasing the transport efficiency of conveyor system. At present, the main problems of automated warehouse include low use ratio, unobvious effects, uncertain scale, unobtrusive advantage, which makes many storage resources idle. The reasons are mainly showed in following aspects: The diagnoses working of warehouse construction and plan is not completed successfully. There is no necessary research and analyzing. After completing the construction of automated warehouse, people will find that the use ratio is so low. People has poor understanding for the warehouse mechanization and roboticized idea. The lack of understanding and reluctance of using equipment make people stay in the stage of manual operation and have no confidence in the automated warehouse. In this way, the automated warehouse's research and usage are abandoned inwardly. Although the change of external factor and turn of events, the warehouse equipment and management system have not related change and upgrade. As time passes, it will lose the original market, which will make the warehouse stay in the idle conditions. The related quality of people is not good. Most EPC companies don't pay attention to the training of operating personnel and maintenance personnel. In this way, the operating personnel has no related knowledge, which would make the present equipment not to play roles. The automated warehouse is the key unit of materials circulation, which plays an important role. In advanced country, building automated warehouse has become inevitable. The automated warehouse has huge business opportunity in the long run. Besides, many machines could be applied in the automated warehouse system such as stacker reclaimer, apron feeder, belt conveyor, screw conveyor and etc. 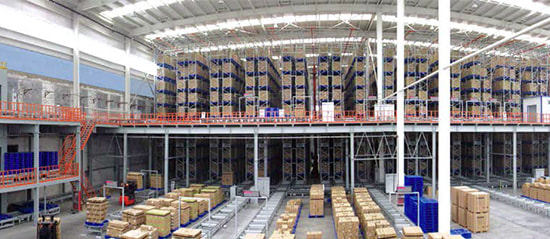  For the impact stone crusher, the periodic maintenance working is very important. The stone crusher must be lubricated periodically. The machine should be checked before starting and after stopping. When the daily maintaining is completed perfectly, the stone crusher could have sufficient application.
The lubrication of impact stone crusher: Before starting the impact stone crusher, the moderate lubricating grease should be added between brackets. The selecting of the lubricating grease should be according to the using site and conditional decision. In generally, the calcium-based and sodium-based lubricating grease are adopted. The lubrication could guarantee the normal running and prolong the service life of stone crushers. The lubricating grease added into the bearing pedestal should be changed every 3 months. When changing the oil, the clean gasoline or kerosene should be used to clean the rollaway nest of roller bearing. The usage of impact stone crusher: After the stone crusher starts, the materials could be casted. Before stopping machine, the materials should be stopped. When the materials in the crushing cavity are discharged, the electrical machine could be closed. If the fixed or sewing jaw has wear in one end, they could be used by turning around. After using stone crusher for a long time, the adapter sleeve should be retightened. In normal conditions, the bearing temperature should not be over 30 ℃. The largest temperature is 70 ℃. If it is over above temperature, we should stop the stone crusher quickly to check the actual reason. Actually, we should do daily check for most equipment such as stacker reclaimer, belt conveyor, apron feeder and etc. This is very important for most EPC companies, which could reduce the cost to some degree.  The screw conveyor is a kind of equipment which uses motor to drive the screw to rotate. The screw conveyor could transport the materials in horizontal, inclining, and vertical direction. It has many advantages such as simple structure, small cross sectional area, good sealing, easy operation, simple maintenance and etc. During the actual operating, there will be some problems. The reasons analysis of some problems are as follows:
The conveyor screw axis would stop rotating. In generally, there are three reasons. The materials handled are too large. In this way, the materials could not get through the hanger bearing, which increases the resistance and results in the load running and machine halt. So the materials must be cleared. The resistance of middle bearing has large resistance. The sealing is easy to be damaged. If the materials enter into the bearing, the halting and damaging of bearing will occur. The bearing of reducer is damaged. The bearing temperature of reducer will increase greatly after the equipment operates. Sometimes the abnormal noise and vibration of motor will occur. We should stop the operating quickly to check the reasons. The output shaft temperature of reducer is high. The input shaft's temperature is normal. This may be the reason that the center line of screw shaft has skewing. Maybe the output shaft has been burned. We should loose the coupling between output shaft and screw shaft and revise them accordingly.  The belt conveyor is widely used to transport the loose materials because of large delivery capacity, simple structure, low cost, easy maintenance and other features. Especially in mining, the belt conveyor has wide application. If the conveyor belt break, the belt will slide for many miles, which would break up the idler, pipe, rack cable, and small parts. If serious, the belt and materials will form bulk deposition, which would result in the halt production. The reasons of belt break are as follows:
1. The gear reducer is damaged. The fluid coupling has hydrojet phenomenon. The changeover of electromotor is also one of the reasons. 2. The conveyor belt joint has something wrong. The conveyor belt joint is divided into mechanical splice and vulcanized joint. The quality of mechanical splice is worse than that of vulcanized joint. So the application ration of mechanical splice is small. For the vulcanized joint, if the vulcanizing temperature and sulfide stress are not controlled accordingly, the quality is also bad. 3. If the other things enter during the transportation, the transportation load will become large. 4. The variation of stresses becomes large when starting and stopping the equipment, which also will lead to the break of the belt. We should start the belt conveyor in the conditions of no load. 5. The self quality of belt is not good. The service life of belt is too long. 6. The materials allocation is uneven, which would lead to the off tracking of belt. In order to avoid the belt break, the protecting device should be set. Besides, we should also check the related equipment such as stacker reclaimer, stone crusher, apron feeder, screw conveyor to ensure the normal production. |
 RSS订阅
RSS订阅
